





























解决方案
数字化智能制造装备 定制解决方案提供商
-

电器生产线
PRODUCTION LINE
奔龙电器自动化生产线重要组成部分之一,以系统集成技术为核心,采用多规格混合生产研发与设计,在电器行业进行了深度的应用实践与工艺融合,推出多款电器自动化生产线产品,可为用户量身定制完整先进的行业解决方案。十七余载的工程应用验证,数千个项目工程经验,凭借先的技术,为客户提供基于电器自动化生产线与工业机器人应用相结合的增值技术服务,得到了全球客户的信任和支持。了解更多
-
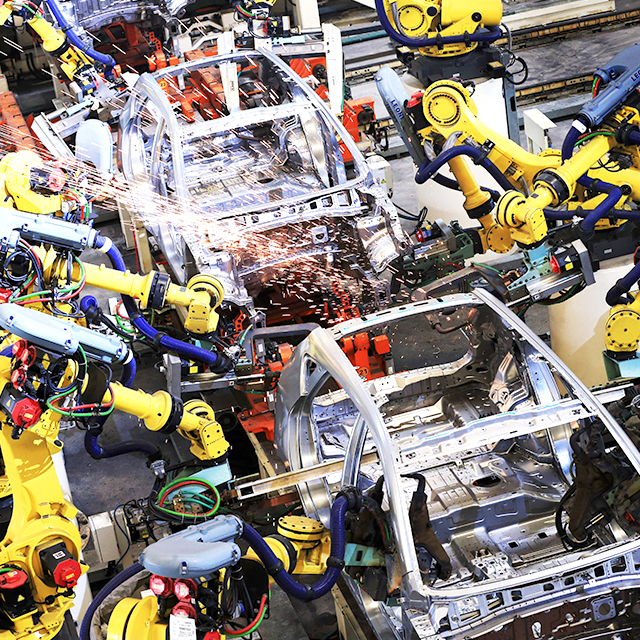
焊接自动化
WELDING AUTOMATION
奔龙专注焊接自动化17余年,是国内领先的焊接设备系统集成商,可为客户提供自动化、数字化、智能化的焊接整体解决方案。奔龙焊接设备广泛应用于高低压电器制造、船舶制造、车辆制造、集装箱、钢结构、机械制造、石化装备、建筑装饰等各领域。可承担工厂级项目的整体规划、工程设计与实施、信息化建设等服务,以智造技术引领行业进步。了解更多
-
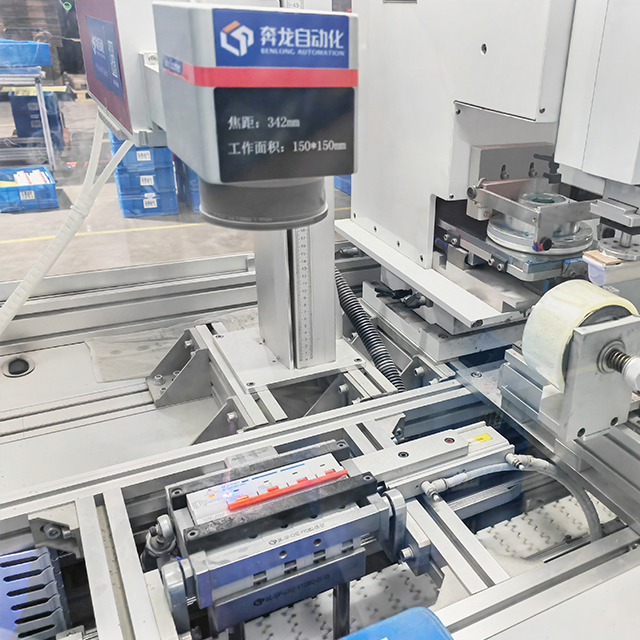
激光自动化
LASER AUTOMATION
奔龙激光设备拥有十七余年产品研发及工程项目应用经验,致力于为全球客户提供激光设备全套解决方案,研发与设计,制造,安装调试及技术服务的全部流程。在激光自动化加工中,通常需要使用高精度、高稳定性的激光设备,并结合自动化控制系统,实现对材料加工的**控制。激光自动化技术还可以结合机器视觉技术,实现对工件的高精度、高效率识别和定位,进一步提高了加工的精度和效率。了解更多
-

视觉自动化
VISUAL AUTOMATION
奔龙视觉设备是为了满足不同行业客户对产品个性化定制的需求,产品外观进行自动检测,以确保产品符合预设的标准。通过机器视觉技术实现产品的自动定位和定向,以确保产品在生产线上的**位置和方向。对产品上的字符进行自动识别和读取,以实现产品的追溯和管理。对产品进行自动缺陷检测,以确保产品的质量和安全性。对生产线上的产品进行自动计数和统计,以实现生产量的**控制和管理。了解更多
-
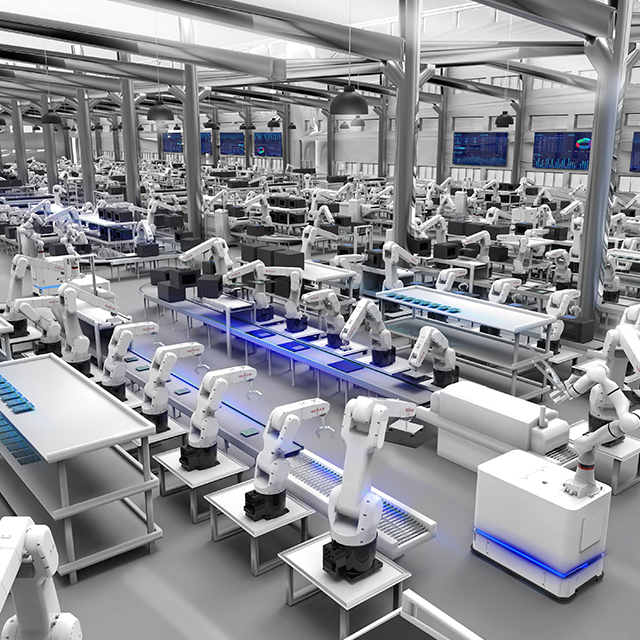
装配自动化
ASSEMBLY AUTOMATION
装配自动化作为奔龙的重要组成部分之一,以智能装备、数字化信息系统及物料配送系统为基础,以高效节能、绿色环保为理念,依托物联网、云计算、大数据等相关技术,实现产品从设计到制造全生命周期的数字化和智能化,达到降低企业成本提升企业智能制造水平的目的,以智慧科技引领行业发展,推动产业进步。了解更多
-

物流自动化
LOGISTICS AUTOMATION
奔龙为客户提供自动化、数字化与智能化的物流整体解决方案和一站式集成服务,拥有行业内**的专家级技术团队和领先的规模化生产能力,核心产品自主研发、设计、加工,可为生产制造及商贸流通领域的客户提供深度定制的物流解决方案,包括智能仓储、柔性搬运、高速输送与分拣、智能拣选、物流机器人应用以及智能物流信息系统,应用场景贯穿仓储、生产与配送各个环节,覆盖众多细分领域。了解更多
公司简介
奔龙自动化科技有限公司是一家自动化系统集成技术为核心,专注数字化智能制造装备的国家级高新技术企业,成立于2008年,注册资金5088万元,位于“中国电器之都”一-温州市,2015年获得“国家高新技术企业”证书、拥有国家专利160项+,软件著作权26项+,先后获得“浙江省科技型中小企业”“乐清市科技(创新)型企业”“乐清市专利示范企业”“重合同、守信用”诚信企业”浙江省科学技术进步奖”、AAA级信用企业等荣誉。
自成立以来,奔龙在创始人赵宗礼先生的带领下,紧跟国家政策和行业发展趋势,以客户需求为导向,与高校进行“产学研合作及出国培训学习·合作拥有成熟的科研团队,形成以“自主核心技术、关键零部件、核心产品及行业定制解决方案”为一体的完整产业链。奔龙聚焦细分市场、聚焦产品能力提升,聚焦创新研发,在细分市场占有率高,行业地位突出,是低压电器智能化产品线服务较全的提供商之一。
匠心智造,突破创新奔龙利用新技术、新产品,先后将机器人、传感器、人工智能、云计算、物联网、MES技术融入低压电器、通讯、电子等产业,为现代制造企业提供全系列智能装备制造的定制解决方案实现生产智能化、柔性化、模块化、自动化流程追溯等,致力成为低压电器行业数字化智能装备制造领域的隐形**,以智能制造助推工业4.0发展,业务遍及30多个国家和地区。
公司简介



公司简介
奔龙自动化科技有限公司是一家自动化系统集成技术为核心,专注数字化智能制造装备的国家级高新技术企业,成立于2008年,注册资金5088万元,位于“中国电器之都”一-温州市,2015年获得“国家高新技术企业”证书、拥有国家专利160项+,软件著作权26项+,先后获得“浙江省科技型中小企业”“乐清市科技(创新)型企业”“乐清市专利示范企业”“重合同、守信用”诚信企业”浙江省科学技术进步奖”、AAA级信用企业等荣誉。
自成立以来,奔龙在创始人赵宗礼先生的带领下,紧跟国家政策和行业发展趋势,以客户需求为导向,与高校进行“产学研合作及出国培训学习·合作拥有成熟的科研团队,形成以“自主核心技术、关键零部件、核心产品及行业定制解决方案”为一体的完整产业链。奔龙聚焦细分市场、聚焦产品能力提升,聚焦创新研发,在细分市场占有率高,行业地位突出,是低压电器智能化产品线服务较全的提供商之一。
匠心智造,突破创新奔龙利用新技术、新产品,先后将机器人、传感器、人工智能、云计算、物联网、MES技术融入低压电器、通讯、电子等产业,为现代制造企业提供全系列智能装备制造的定制解决方案实现生产智能化、柔性化、模块化、自动化流程追溯等,致力成为低压电器行业数字化智能装备制造领域的隐形**,以智能制造助推工业4.0发展,业务遍及30多个国家和地区。
公司简介
客户合影
奔龙自动化感谢全球1200+家企业的选择






































新闻中心

汽车新能源充电桩自动化装配检测生产线
适用装配:直流式充电桩,交流式充电桩,单头式充电桩,多头式充电桩,落地式充电桩,壁挂式充电桩 设备功能:自动化输送系统,工位辅助-照明风扇气路滑道挂钩插座气源接口工艺显示屏等,物料呼叫系统,扫码存储系统等 区域划分:装配区,检测区,老化区,测试区,密封性检测试验,特殊防护试验,包装码垛区 生产场地要求:生产区域,物料存储区,物流通道,成品仓储区,办公区及特殊设施安装放置区域

亲爱的家人朋友们:
金秋十月,丹桂飘香,我们即将迎来祖国75周年华诞,五星红旗迎风飘扬,我们同庆祖国华诞的光荣。根据国家法定假期规定并结合公司实际情况国庆节放假2天,祝大家假期愉快!


中秋节,又称祭月节、月光诞、月夕、秋节、仲秋节、拜月节、月娘节、月亮节、团圆节等,是中国民间的传统节日。中秋节源自天象崇拜,由上古时代秋夕祭月演变而来。最初“祭月节”的节期是在干支历二十四节气“秋分”这天,后来才调至夏历
(农历)八月十五,也有些地方将农历八月十六定为中秋节。
中秋节自古便有祭月、赏月、吃月饼、玩花灯、赏桂花、饮桂花酒等民俗,流传至今,经久不息。中秋节以月之圆兆人之团圆,为寄托思念故乡,思念亲人之情,祈盼丰收、幸福,成为丰富多彩、弥足珍贵的文化遗产。
中秋节的起源和月亮密不可分,中秋节之夜人们会仰望天空如玉如盘的朗朗明月,自然会期盼家人团聚。远在他乡的游子,也借此寄托自己对故乡和亲人的思念之情。因此,中秋节又称“团圆节”。
中秋节还有许多美丽的传说,如嫦娥奔月、吴刚伐桂、玉兔捣药等,这些传说故事也为中秋节增添了浓厚的文化色彩和神秘感。在现代社会,中秋节已经成为了一个重要的家庭团聚和庆祝的时刻,人们通过各种方式来表达对家人的思念和祝福。

